本帖最后由 Sle5Ie 于 2022-4-11 17:51 编辑
多模式人机界面的石墨烯气溶胶喷射 3D 打印纳米膜无线生物电子学 原创: 云尚智造
云尚智造是 Aerosol Jet 3D 打印技术发明者和专利拥有者(Optomec公司)在中国教育及科研领域的唯一授权总代理。 我们在北京总部建立了 Aerosol Jet 3D 打印应用和服务中心,可为国内用户提供按需打印、技术咨询、设备安装和技术支持等相关服务。 欢迎各位老师和同学咨询,我们将竭诚为您服务。详情可咨询400-900-5667。 概要 纳米材料和纳米微加工技术的最新进展推动了可穿戴柔性电子产品的发展。然而,现有的制造方法仍然依赖于多步骤、容易出错的复杂过程,需要昂贵的洁净室设施。在这里,我们报告了一种新型功能材料的增材纳米制造技术,该技术可以实现无线、多层、无缝互连和灵活的混合电子系统。所有打印的电子产品,结合机器学习,提供多模式和多功能的人机界面。关键的技术进步之一是使用功能化导电石墨烯,该石墨烯具有增强的生物相容性、抗氧化性和可焊性,从而实现无线柔性电路。高纵横比石墨烯提供无凝胶、高保真的肌肉活动记录。通过肌电图对外部系统进行实时控制,证明了打印电子产品的性能。通过深度学习嵌入式电生理映射的解剖学研究,可以优化选择三个通道来捕捉所有手指运动,七个类别的准确率约为99%。 介绍 最先进的可穿戴电子设备的最新进展描述了薄而可伸缩的混合电子封装在提高可穿戴性以及最终与用户身体和生活方式无缝集成方面的优点。然而,制造此类电子产品的路线通常需要微加工过程,这些过程不可避免地浪费、成本高昂且不可扩展。值得注意的例子是最近在制造薄的多层柔性电子器件方面取得的突破,这种电子器件能够机械地符合人体生理学,并将商业电子元件用于功能性生物电子应用。虽然这些平台成功地证明了定义良好的传统CMOS工艺对独特的可穿戴应用的实用性,但制造工艺需要使用洁净室设施、高真空设备和专门的维护人员。从这个角度来看,由于材料消耗减少、周转快、基于并行打印的可扩展制造,以及最重要的是只需要一台设备的事实,完全基于增材制造方法制造的可拉伸混合电子产品的能力尤其具有吸引力。 随着新型打印方法和软材料的进步,可穿戴电子产品正在从基于金属和塑料的刚性模式过渡到柔软的形状因素,从而提供舒适、无缝的皮肤集成。高导电纳米材料的开发和打印墨水的后处理方法,包括Ag、Cu和碳纳米管(CNT),能够降低皮肤到电极的接触阻抗,从而改善动态身体运动期间电生理记录的信噪比。利用这些进步,已经展示了几种打印可穿戴系统,仅限于无源电极,并依赖于通过传统方法(即光刻、旋涂和高真空沉积)制造的刚性印刷电路板,用于有源元件。由于可穿戴设备通常包括传感器元件和电子模块,因此增材制造技术应能够高效打印具有广泛粘度的各种墨水材料,并精确对齐多层。最后,考虑到打印材料可能与皮肤直接接触数天,应进行生物相容性研究。尽管打印的银和铜具有很高的导电性,并且易于批量生产,但从金属纳米颗粒中渗出的金属离子由于其高度腐蚀性和氧化性,可能会对人体组织造成不利影响。CNT是一种非金属纳米材料,是打印导电元件的一种有吸引力的替代品,但其相对较低的导电性可能会对可靠的电路操作和电流传输造成问题。 这项工作介绍了所有打印的纳米膜混合电子器件(简称“p-NHE”),其制造策略是通过对纳米材料制备、材料加工和打印优化的综合研究而建立的。增材纳米制造工艺确保多层打印中的高精度对准,薄而灵活的结构允许打印电子元件与弹性体集成并自然变形。高长径比功能化导电石墨烯(FCG)保留了固有的电气和形态特性,通过防止氧气暴露,提高了细胞生物相容性并抵抗了金属氧化。打印的柔性电路允许将功能芯片组件焊接到 FCG/Ag 膜上,从而提高结构可靠性。为了充分说明全打印肌电图(EMG)设备在推进可穿戴医疗和健康监测方面的可行性,我们实现了多个人机界面(HMI)场景,包括手势控制的无线目标控制,如无人机和计算机软件。由于其紧凑性和低质量,多个打印肌电设备可应用于目标肌肉群,以战略性地提高复杂手势(通常需要大量电极)的检测精度。为了演示,在每个手指弯曲期间激活的特定肌肉群被识别,并应用三个打印设备同步传输肌电图数据。通过深度学习算法分析的同步多设备肌电数据能够实时分类单个手指的运动,从而实现机器人手的无线控制。集体结果表明,拟议的材料优化、设备集成和基于肌电图的 HMI 将如何改变打印电子产品与软材料集成的方式,以提高人类能力和医疗保健。
图文导读
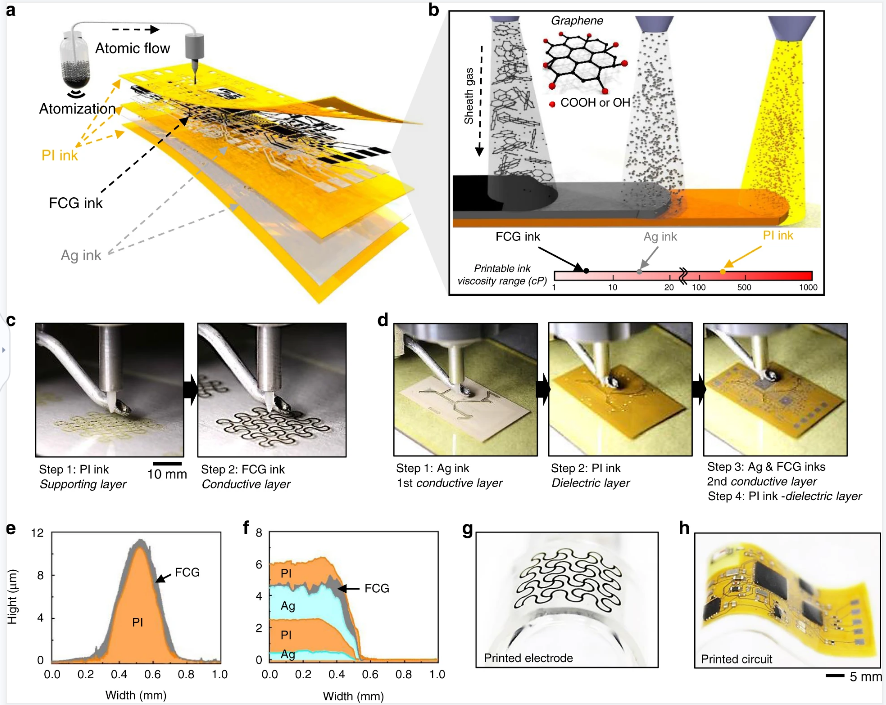
图1:p-NHE的设计、架构和纳米制造。a、b从PI、Ag和石墨烯墨水打印气溶胶纳米颗粒以构建多层结构的示意图。氮气气流中的雾化液滴被引导至打印头,以在基板上绘制所需图案。 (a).气溶胶束流由鞘气层控制并输送至衬底;三种不同粘度值的墨水在本作品(b)中顺序打印。小插图显示了部分被羧基和羟基氧化的石墨烯的化学结构。c连续打印PI和石墨烯墨水以制作可拉伸纳米膜电极的照片。在步骤1中,PI 墨水作为支撑层打印在PMMA/玻璃基板上。在第2步中,石墨烯墨水被打印在 PI 的顶部,作为电极的导电层。d静态图像显示多层生物电位记录电路的打印过程。在步骤1中,将 Ag 墨水沉积在 PI/PMMA/玻璃基板上作为电路接地层。在步骤2中,PI墨水作为电介质层沉积,但通孔所在的位置除外。在步骤3中,将Ag和FCG墨水打印为连接到接地层的金属互连层。在第4步中,打印额外的PI墨水,以完全封闭除接触垫之外的整个电路,从而集成功能芯片组件。e、f打印可拉伸电极(e)和打印多层电路(f)的测量横截面轮廓。g、h、e和f中弹性膜上打印电极(g)和电路(h)的特写照片。 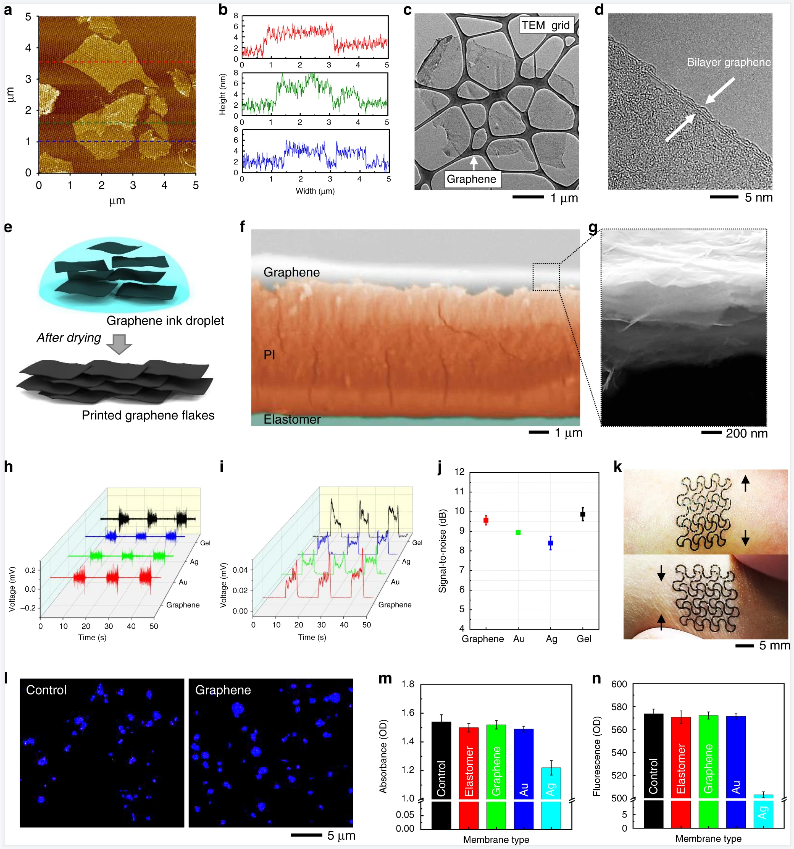
图2:FCG的制造、表征及其作为传感器的应用。a最初分散在云母基底上的水性墨水中的FCG的AFM图像(俯视图)。b FCG薄片的 3 个高度剖面,对应于a中的 3 条虚线。c,d 具有低分辨率视图 (c) 和高分辨率视图 (d) 的 FCG 的 TEM 图像。e示意图表示打印的 FCG 在墨滴干燥之前和之后的堆叠过程。f彩色横截面SEM图像,显示多层传感器结构,包括石墨烯、PI和弹性体基底。g放大f中的SEM图像,显示了总厚度为800 nm的堆叠FCG层。h在前臂上记录了EMG信号,将信号幅度与四个电极进行比较,这些电极由打印的FCG (红色),Au (绿色),Ag (蓝色) 和商用金属/凝胶 (黑色) 制成。i来自 (h) 的 EMG 信号的均方根数据。j来自打印 FCG(红色)、Au(绿色)、Ag(蓝色)和商业凝胶电极(黑色)的 EMG 数据的平均信噪比:误差条显示标准偏差(n = 3). k光学图像显示 FCG 电极在皮肤上的共形层压和可拉伸性:前臂的纵向拉伸(顶部)和压缩(底部)。l培养 7 天后暴露于原始 DMEM(左;对照样品)和含有石墨烯的 DMEM(右)后培养的角质形成细胞的光学显微图像。m,n比较培养的角质形成细胞在五种类型的膜上的细胞吸光度 (m) 和荧光强度 (n),包括对照,弹性体,石墨烯,Au和Ag。总体而言,这些数据捕获了弹性体膜上石墨烯电极的细胞友好环境。 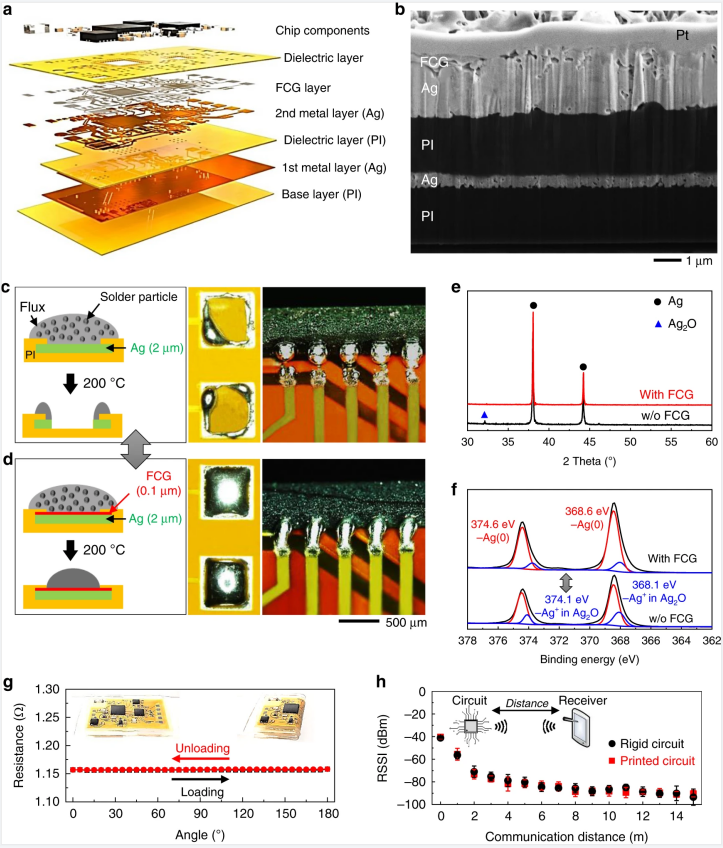
图3:多层电子电路的打印、集成和表征。a捕获多层、打印、灵活的无线电子设备的示意图。b FIB 辅助 SEM 图像显示了打印多层电路的横截面,如图所示;Pt 沉积在电路顶部,以在准备横截面成像期间保护电路结构。c、d两种材料之间可焊性的比较。示意图(c、d上的左侧)显示了两种不同的电路,仅在Ag层(c)和Ag层(d)顶部有FCG(厚度:0.1μm),这两种电路捕获了FCG阻止因焊料流动而消耗Ag层的能力。相应的照片(中间和右侧)清楚地显示了两种情况之间的差异;如果没有FCG,则在回流步骤中移除银基接触衬垫。e、f具有和不具有打印 FCG 的烧结银的 XRD (e) 和 XPS (f) 表征结果。XRD 数据 (e) 捕获了打印 FCG 的抗氧化效果,而 XPS 数据 (f) 显示 FCG/Ag 膜仅在 38.0°、44.1° 和 54.8° 的峰处发生衍射,表明纯 Ag 结构没有氧化银。g高度柔性打印电路在180°弯曲(高达100次循环)时电阻的变化,显示电阻的微小变化。插图显示测试电路缠绕在高达180°的弯曲玻璃边缘上。h商用刚性电路和打印电路的RSSI响应的同时比较,显示了基于蓝牙的通信距离可达20m的打印电路的可比性能。 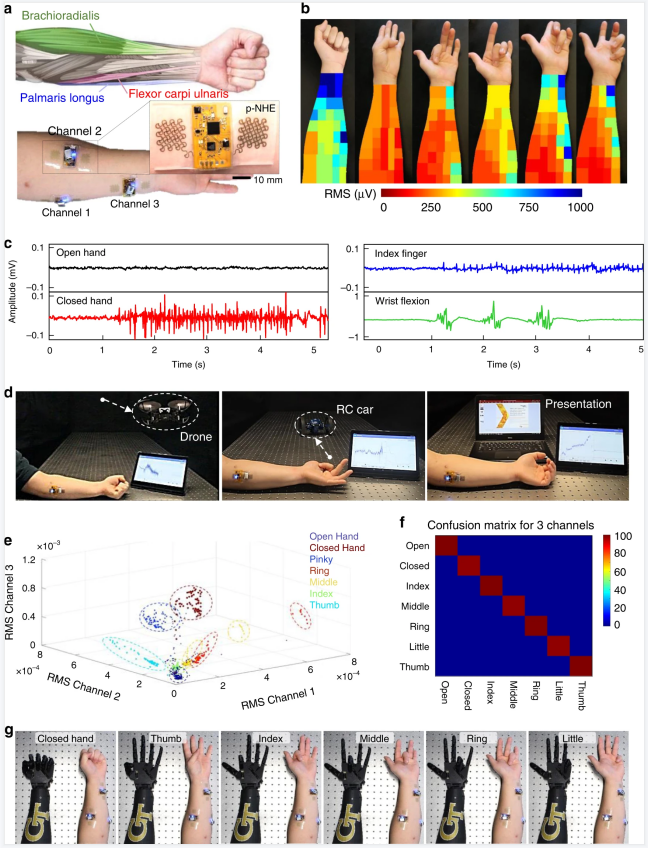
图4:用于无线、多类人机界面的可穿戴p-NHE的演示。a 示意图(上)显示前臂上的目标肌肉以识别多个手势和照片(下),捕捉定位在目标肌肉上的三个 p-NHE,包括掌长肌、肱桡肌和尺侧腕屈肌。放大的图像显示了其中一个带有电路和电极的系统。b肌电图数据显示了覆盖整个前臂的多个通道的RMS信号;根据六种手势获得六种不同的热图,包括手闭合、拇指、食指、中指、戒指和小指运动(从左照片到右照片),以确定理想的通道位置。c来自四种手势的代表性肌电信号,包括张开的手、闭合的手(左图)和食指弯曲和手腕弯曲(右图)。d使用无线、可穿戴 p-NHE 演示支持 EMG 的人机界面,以精确控制飞行的无人机(左)、遥控车(中)和演示软件(右)。在该测试中,将单通道装置安装在掌长肌上(如图 a)。e三通道肌电RMS信号的3D图,用于清晰区分七组七种不同姿势。f总结了十次试验的实时混淆矩阵结果,显示在七个类别中,三通道肌电图记录的准确率为98.6%。g演示三通道肌电图记录和机械手的相应控制,展示受试者的六个动作和机械手的后续动作示例。 总结 总的来说,本文报道了一种功能性纳米材料和聚合物的增材纳米制造,它能够实现无线、多层、无缝互连的 p-NHE。这项工作首次展示了使用多种纳米材料构建高性能、可穿戴传感器和无线电路的全打印纳米膜电子器件。生物相容的高纵横比 FCG 纳米材料可在人体皮肤上提供出色的共形层压,以实现 EMG 的高保真记录,同时通过防止 Ag 氧化提供可靠的可焊性。一组全面的实验和计算研究验证了传感器的机械拉伸性和电路的灵活性,以承受来自可穿戴应用的时间动态、多模态应变。与可穿戴 p-NHE 的机器学习集成演示了多个 HMI 用例,包括从更大的电极集群中优化选择三个传感器通道。这些方法显示了对所有手指运动的成功检测,七类的准确率约为 99%。未来的研究将集中于可穿戴 p-NHE 的临床应用,用于支持生物反馈的假肢开发和增强的康复训练。 方法 墨水制备:FCG、Ag 和 PI 墨水的制备是使用我们在之前的研究中报告的过程进行的。为了合成 FCG 墨水,在硫酸铵 ((NH4)2SO4,Sigma-Aldrich) 的电解质溶液中,在石墨 (Alfa Aesar) 和 Pt 箔之间施加 10 V 的直流电压。剥离后,使用去离子水(DI 水)纯化合成的石墨烯,并在真空下进一步过滤以去除残留物。将过滤后的石墨烯湿粉分散在去离子水中并控制在15%的浓度。将 Ag 纳米粒子墨水 (Ag40XL, UT Dots) 与二甲苯 (m-Xylene, Sigma-Aldrich) 混合以使 Ag 浓度为 20%。PI 墨水由前体(PI-2545,DuPont)和溶剂(1-甲基-2-吡咯烷酮;NMP,Sigma-Aldrich)以 4:1 的比例混合而成。 电极打印:全增材制造工艺通过 Aerosol Jet Printing 方法(Aerosol Jet 200,Optomec)进行,优化条件如补充表 1 所示。将 PMMA 牺牲层(950 PMMA,Kayaku Advanced Materials)旋涂在玻璃上以 1000 rpm 的速度滑动 30 秒,并在 200°C 下烘烤 2 分钟。PI 墨水在气动雾化器中雾化,并使用直径为 300 μm的喷嘴进行沉积。打印的 PI 在 250°C 下固化 1 小时。为了将 FCG 墨水沉积到 PI 层上,装配有 200 μm 直径喷嘴的打印头被精确对齐。 FCG 墨水通过超声波模式和 300 μm直径的喷嘴打印。将所得迹线在 100°C 下热固化 1 小时以干燥 FCG 墨水中的去离子水。通过混合 5g 1:1 Ecoflex00-30(光滑)和 5g 1:1 Ecoflex 凝胶(光滑)制备弹性体基质。将 10 克混合物倒入聚苯乙烯盘中(FB0875714,Fisher Scientific),并在室温下固化一夜。将固化的弹性体从培养皿中取出,用于薄膜集成。为了将打印电极转移到制备的弹性体基底上,将打印电极的 PMMA 溶解在丙酮浴中一夜。这些图案用水溶性胶带剥离。最后,将打印电极转移到制备的500 μm厚的Ecoflex上。电极的打印过程如补充图1a所示。 电路打印:以 1000 rpm 的速度将 PMMA 牺牲层涂在载玻片上 30 秒。 旋涂的 PMMA/玻璃基板在 200°C 下烘烤 2 分钟。将 PI 墨水旋涂在 PMMA/玻璃基板上。使用Aerosol Jet Printing 的超声波模式和 200 μm 直径的喷嘴将 Ag 墨水打印到对齐的 PI 层上。Ag 墨水用强脉冲光(IPL)设备(S-2200,XENON Corp.)烧结。对于功率和脉冲数,最佳烧结条件分别确定为 2 kV/2 ms/5 次,从而在所得 Ag 中产生明亮的外观。介电层的 PI 墨水通过气动雾化器和 300 μm 直径的喷嘴打印在第一层 Ag 层上。打印的 PI 在 250°C 下固化 1 小时。以相同的参数打印和光子烧结第二层Ag。为了防止银层被氧化,打印可焊接的 FCG 墨水并在 100°C 下干燥 1 小时。最后的PI层沉积用于封装,并在250°C下热固化1小时。溶解后在丙酮浴中,将打印电路转移到500μm厚的Ecoflex上。电路的打印过程如补充图1b所示。 与电子元件集成:焊膏(Sn/Bi/Ag (42%/ 57.6%/0.4%) 的合金,ChipQuik Inc.)用不锈钢模板丝网印刷在电路的上表面。芯片组件,包括 BLE、ADC、稳压器、电阻器、电感器和电容器,根据焊膏制造商推荐的温度通过加热来安装和回流。蓝牙微控制器的固件在焊接电路上进行了更新。用连接器连接电极和电路完成了设备准备工作。 芯片安装信息列于补充图 5 和表 2。 材料的表征:轮廓仪(Dektak 150,Veeco)用于测量每个打印层。显微镜图像通过扫描电子显微镜结合聚焦离子束(FIB-SEM;Nova Nanolab 200,FEI)、TEM(JEM-2100F、JEOL)、AFM(XE-100,Park System)和光学显微镜(VHX -600,基恩斯)。通过 XRD(X'Pert PRO Alpha-1,Malvern Panalytical)和 XPS(K-Alpha XPS,Thermo Fisher)分析晶体学和元素结构。所有机械测试均使用固定在电动测试台(ESM303,Mark-10)上的数字测力计(M5-5,Mark-10)进行。 结果 p-NHE的设计和制造。图1展示了开发无线可穿戴p-NHE的一类新型打印技术和多种纳米材料的概述。本工作中介绍的增材制造研究的主要优势见表1,表1比较了多层传感器和电路系统最近开发的方法。p-NHE 的纳米制造(图 1a)使用 Ag 作为导电电路迹线,FCG 作为 Ag 的氧化屏障以及传感电极,以及聚酰亚胺(PI)作为绝缘和结构支撑层。基于气溶胶喷射的打印(AJP)方法使用两种雾化模式(超声波和气动),无需使用图案掩模或丝网即可直接沉积粘度范围从 1 到 1000 cP 的油墨。优化的雾化和鞘气流需要将雾化液滴从喷嘴精确喷射到基板(方法、补充图 1 和补充表 1 中优化 AJP 工艺的细节)。在之前的工作中,报道了制备选择性边缘氧化 FCG 的方法。FCG 的羧基和羟基(图 1b)在不使用分散剂的情况下促进石墨烯分子在水性溶剂中的分散,从而形成与 AJP 工艺高度相容的石墨烯油墨。 与使用氧化石墨烯或外延生长的现有策略相比,这种打印高质量 FCG 的方法提供了简单而高分辨率的图案化。此外,通过使用溶剂溶液调整墨水浓度,所有墨水都经过优化以匹配可打印粘度(图 1b),从而实现无线电子设备所需的逐层结构。对设备的两个关键元件执行一系列打印过程,包括用于测量电生理信号的 FCG 电极(图 1c)和用于与外部移动设备通信的无线电路(图 1d)。作为打印输出,导电电极由玻璃基板上的 10.5 μm厚的 PI 和 0.8 μm厚的 FCG 层组成,玻璃基板上涂有牺牲的聚甲基丙烯酸甲酯(PMMA)层(图 1e 和补充图 2)。对于纳米膜结构电路,打印多层,包括0.5μm厚的第一导电Ag、2.0μm厚的中间PI、2.0μm厚的第 2 层Ag、0.1μm厚的FCG和1.3μm厚的最终PI(图 1f 和补充图 3)。在电路制造中,打印 PI 以隔离除圆形接触点(直径:50 μm)外的第 1 层 Ag 层,以有效地创建用于第 1 层和第 2 层 Ag 层之间的电连接的 VIAs。打印完成后,该器件通过焊接集成功能芯片组件,然后最终器件被杨氏模量为 8.5 kPa 的低模量有机硅弹性体封装(补充图 4)。电路的更详细描述出现在补充图 5 和补充表 2 中。与传统电子系统相比,完全集成的传感器和电子设备重量轻(<5 g)且薄(<2 mm),允许仅通过弹性体的粘附性在皮肤上形成共形紧密层压,同时对各种灵活应用具有机械兼容性(图1g,h)。集成p-NHE由小型锂离子聚合物电池(40毫安时容量;DTP301120,Shenzhen Data Power Technology)供电。电池的两个端子和电路的电源垫与小型钕磁铁焊接,用于引导电池连接。有关电池连接和电源效率的详细信息,请参见补充图6。 原文链接: https://doi.org/10.1038/s41467-020-17288-0 
项目咨询合作请与我们联系 www.chinayuns.com support@chinayuns.com 北京总部 北京市朝阳区东辛店东园文化创意广场C305 400 900 5667/010-86399225
| 












 京公网安备11010802043351
京公网安备11010802043351