|
金属3D打印是目前市场空间最大,最有潜力的技术,是先进制造技术的重要研究方向。金属3D打印可以用于直接制造金属功能零件的快速成形方法主要有:激光选区熔化(SLM)、电子束选区熔化(EBSM)、激光近净成形(LENS)等。下图为主要的金属3D打印工艺对比,如下表所示。
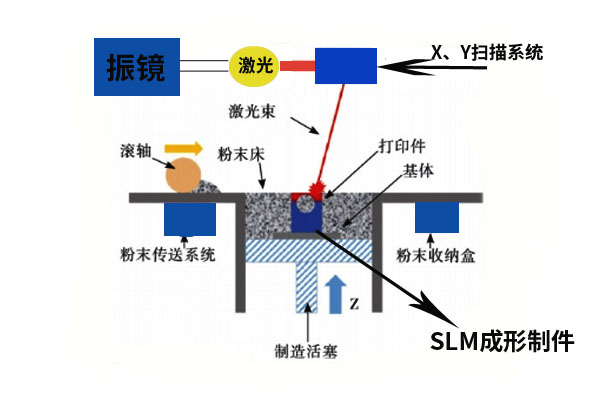
1. 激光选区熔化技术 SLM是在激光选区烧结(SLS)技术的基础上发展起来的。某国德克萨斯大学奥斯汀分校的C.R.Dechard于1986年发明了SLS技术(采用塑料粉末),并于1989年第一次提出SLS实用化专利申请。2002年,SLM技术由某国弗芳恩霍夫激光技术研究所(ILT)成功研发,后取得了某国专利。 SLM成形材料多为单一组分金属粉末,包括奥氏体不锈钢、镍基合金、钛基合金、钴铬合金、铝合金和贵重金属等的粉末。SLM利用激光束快速熔化金属粉末并获得连续的熔道,以直接获得几乎任意形状、完全冶金结合、高精度的致密金属零件,是极具发展前景的金属3D打印技术。其应用范围已经扩展到航空航天、微电子、模具、医疗器械、珠宝首饰等行业。SLM工艺有多达50余个影响因素,作者根据经验,总结了对成形效果具有重要影响的六大类因素:材料属性激光与光路系统、扫描策略、成形氛围、成形几何特征和设备。目前,国内外研究人员主要是在针对以上几个影响因素进行工艺和应用研究,以避免零件在成形过程中出现缺陷,提高成形零件的表面质量和力学性能。 SLM成形的重要工艺参数有激光功率、扫描速度、铺粉层厚、扫描间距和扫描方式等,可通过组合不同的工艺参数,使成形质量最优。SLM成形制件的主要缺陷为球化和翘曲变形。球化是成形过程中上下两层熔化不充分造成的。由于表面张力的作用,熔化的液滴会迅速卷成球形,从而导致球化现象。为了避免球化,应该适当地增大输人能量。而翘曲变形之所以会产生,是因为SLM成形过程中存在的热应力超过材料的强度,使材料产生了塑性变形。由于残余应力的测量比较困难,目前对SLM成形制件翘曲变形的研究主要是采用有限元方法进行,然后通过实验验证模拟整个结果的可靠性。 目前,国外已经将SLM工艺应用于航空制造,研究人员通过SLM成形了高纵横比的镍钛微电子机械系统(MEMS)并投人使用。SLM成形的梯度化TCA(Ti-6A-4V)合金多孔牙科种植体,经过显微组织分析、力学性能分析和表面处理,与人体组织具有良好的相容性。Ciocca等人”采用SLM工艺成形了用于萎缩性上领骨的引导骨再生的定制化钛合金网格假体,术前和术后颊腭的高度误差为2.57mm,宽度误差为3.41mm,满足了临床要求。
在国外,对SLM工艺进行了研究的国家主要有德国、英国、日本、法国等。其中,德国是开展SLM技术研究最早与对其研究最深人的国家。第一台SLM设备是1999年由某国(F&S)公司与德国弗劳恩霍夫激光技术研究所一起研发的基于不锈钢粉末的SLM成形设备。目前国外已有多家SLM设备制造商,如EOS公司、SLM Solutions 公司和Concept Laser 公司。在国内,华南理工大学于2003年开发出第一套SLM设备DiMetal-240,并于2007年开发出DiMetal 280,于2012年开发出DiMetal 100,其中DiMetal-100设备已经进人商业化应用阶段。 2. 电子束选区熔化 EBSM技术是20世纪90年代中期发展起来的一种金属3D打印技术,它与SLM系统的差别主要是热源不同,二者的成形原理则基本相似。与以激光为能量源的金属3D打印技术相比,EBSM工艺具有能量利用率高、无反射、功率密度高、聚焦方便等许多优点。 国外对EBSM工艺理论研究相对较早,某国的Arcam AB公司研发了商品化的EBM S12系列EBSM设备,而国内对EBSM工艺的研究相对较晚。Hernandez6采用Ti-Al制备了一系列的开放式蜂巢结构,通过改变预设置弹性模量E,可以得到大小不同的孔隙,降低结构的密度,获得轻量化的结构。Ramirez等人们采用Cu2O制备了新型定向微结构,在制备过程中,出现柱状Cu2O沉淀在高纯铜中的现象。我国研究人员研究了工艺参数对电子束选区熔化工艺过程的影响,结果表明扫描线宽与电子束电流、加速电压和扫描速度成明显的线性关系,通过调节搭接率和扫描路径可以获得较好的层面质量。我国还研究了EBSM制备的TC4钛合金试件的硬度和拉伸强度等力学性能,结果表明成形过程中铝元素损失明显,试件的氧含量及铝含量有利于增强试件的塑性;硬度在同一层面内和沿沉积高度方向没有明显差别,高于退火轧制板的硬度水平。
3. 激光近净成形 LENS技术是在激光熔覆技术的基础上发展起来的一种金属 3D打印技术,通常采用中、大功率激光熔化同步供给的金属粉末。国外研究人员研究了利用LENS工艺制备的奥氏体不锈钢试件的硬度分布,结果表明随着加工层数的增加,试件的维氏硬度降低。用LENS工艺制备载重植人体的多孔和功能梯度结构,所用的材料为镍、钛等与人体具有良好相容性的合金,制备的植人体的孔隙率最高能达到70%,使用寿命达到7~12年。国外研究人员采用TC4和Co-Cr-Mo合金制备了多孔生物植人体,研究了植人体的力学性能,他们发现:当孔隙率为10%时,制备的植人体杨氏模量达到90GPa;当孔隙率为70%时,植人体杨氏模量急剧降到2GPa。因此可以通过改变孔隙率,让植入体的力学性能与生物体适配。 近年来,我国在大型钛合金构件的LENS成形研究方面取得重大突破,解决了其在变形控制几何尺寸控制、冶金质量控制、系统装备等方面的一系列难题,如:试制成功大飞机翼肋TC4上、下缘条构件,零件尺寸达450mm*350mm*3000mm,成形后长时间放置,大变形量小于1mm,静载力学性能的稳定性优于1%,疲劳性能也优于同类锻件。专用于先进飞机结构件修复的激光成形修复装备,可修复5000mm*600mm*3000mm的零件。在装备建设方面也去的重大的突破,实现了国产商用LENS装备制造的突破。

为了追赶上欧美国家的金属3D打印技术,近几年我国的金属3D打印技术也得到了较大的发展,国家花费较多的人力、财力和技术支持来发展此项目。
| 














 京公网安备11010802043351
京公网安备11010802043351